Measurement System Analysis (MSA)
-
MSA determines the amount of variation due the
measurement system. The objective method is to assess
the validity of a measurement system and minimize the
variation due to Measurement.
-
Measurement Systems Analysis (MSA) is a tool for
analyzing the variation present in each type of
inspection,measurement, and test equipment.
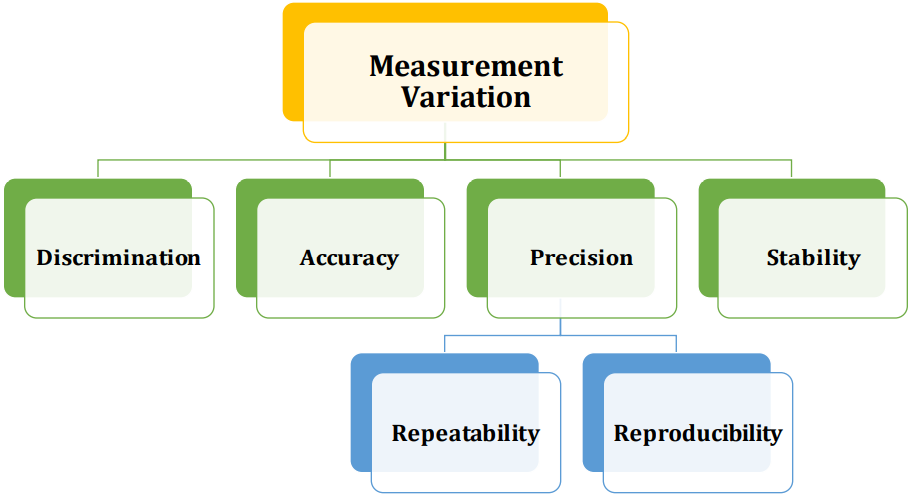
- MeasurementVariation can be classified as below
-
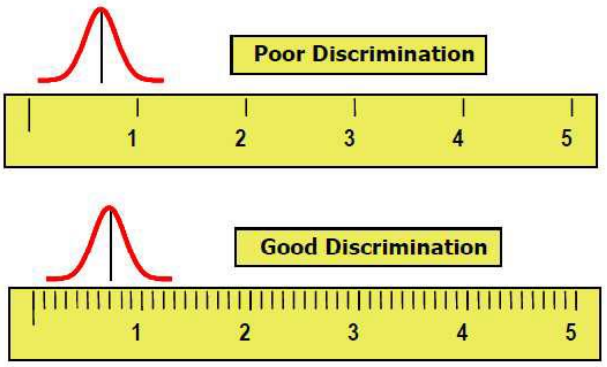
If the red distributions illustrate the process variation,
we would not be able to detect small (decimal) changes
to the process using the first measurementinstrument.
-
The second measurement device has better
discriminationthan the first.
-
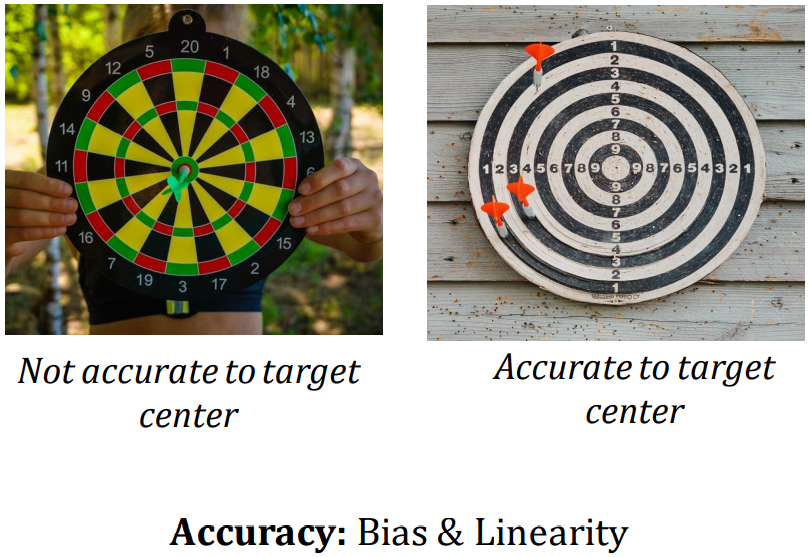
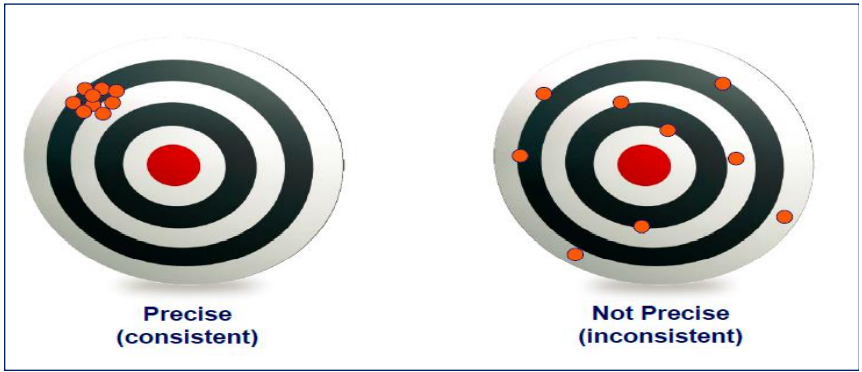
Accuracy is how close a value is to its true value. An
example is how close an arrow gets to the dartboard
center.
-
Accuracy is how close a value is to its true value. An
example is how close an arrow gets to the dartboard
center.
-
Precision is how repeatable a measurement is. An
example is how close a second arrow is to the first one
-
Precision describes the variation you see when you
measure the same part repeatedly with the same
device. It includes two types of variation Repeatability
& Reproducibility
-
The Measurement system must be both Accurate &
Precise
-
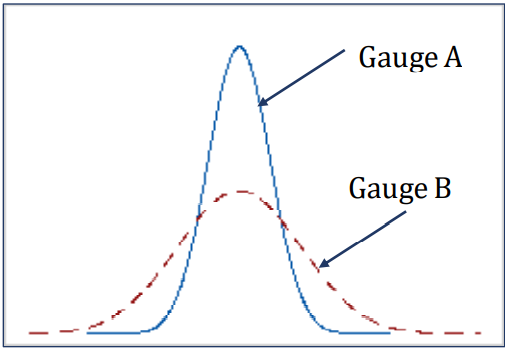
Repeatability: The variation due to Measurement
Gauge or poor gauge design. It is often the result of poor
design ofthe gauge or gauge system
-
Repeatability for Measurement System can be found out
by repeated measurement of the same unit with Same
Location, Same Measuring tools, Same Operator, Same
Parts.
-
From the image below:
- Variation by Gauge A is lesser than B or
- Repeatability will be better with Gauge A
-
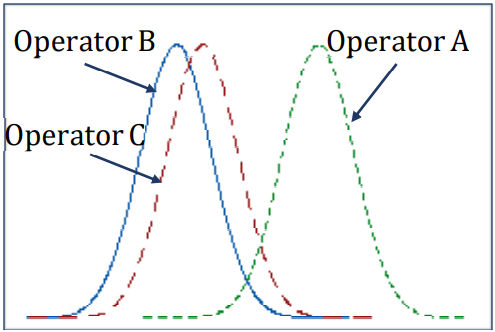
Reproducibility: The variation contributed due to
Appraisers (measuring people)
-
Reproducibility for Measurement System can be found out
by repeated measurement of different units with below
conditions*
-
Same Location, Same Measuring tools, Different Operators,
Different Parts
-
Note: *Conditions are industry-specific. Given conditions
are for Manufacturing & Service industry only, Non�Research oriented, Non-Pharma or Bio
-
The variation in average
measurements between
Operator B and C is
much less than the
variation between
Operators A and C.
Therefore, the gage's
reproducibility is too
low.
-
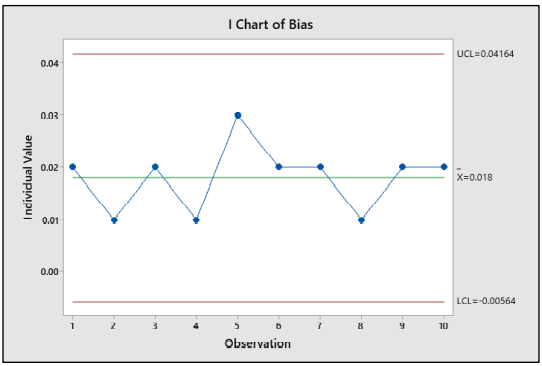
Measurement stability is the measurement system's
capacity to produce the same values over a given time
range while measuringthe same sample.
-
Master component or controlled component is
measured over time, and the Bias is calculated and
plotted against the time using control
charts. Measurement is stable, meaning the absence of a
special cause leaving only the common cause.
-
Let us consider the below data where Master gauge
measurementis taken for 10 days and Bias is calculated
-
Inference: As the Bias values are within the control limit
and no special cause noticed, we can conclude that Bias
in control and Measurementis Stable