- Line Balancing distributes workload evenly across all processes in a cell or value stream to eliminate bottlenecks and excess capacity.
- Time taken to manufacture a component or complete a transaction in service-based setups are added together, and effort will be made to distribute the task with equal cycle time to all the processes involved.
- Model I tries to determine the minimum work force to achieve a given desired production rate.
- Model II tries to determine the maximum production rate which can be achieved with a given number of workers.

Line Balancing
Purpose of Line Balancing
-
The purpose behind Line-balancing is to make production lines flexible enough to absorb external and internal irregularities.
- Everyone is doing the same amount of work
- Doing the same amount of work to customer requirement
- Variation is ‘smoothed’
- No one is overburdened
- No one is waiting
- Everyone working together in a Balanced fashion
Line Balancing Terminologies
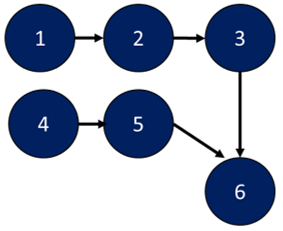
- PRECEDENCE DIAGRAM: Precedence diagram define the sequence of activities that must be followed to complete the assembly of a product. The product can’t be moved to the next station if it doesn’t complete at the previous station.
-
MAN-TIME: The man‐time is compared to Takt time to address two opportunities:
- Automation: Equipment does not need to be monitored unless something goes wrong.
- Work Improvement: Examining the activity if they can be reduced / shifted /re‐sequenced / combined or eliminated. -
MACHINE TIME: Machine time is compared to Takt time in order to determine if the fixed cycle time of any piece of equipment is greater then the Takt time. If this is so, action must be taken to change the available time either
- 1. Reduce the cycle time
- 2. Change the process
- 3. Add equipment
- 4. Split demands. - SETUP TIME: The time it takes to change over to make a different part or do a different process & need to be evaluated to minimize the setup time.
-
SMOOTHNESS INDEX: This is the index to indicate the relative smoothness of a given assembly line balance.
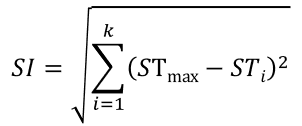 STmax - maximum station time (in most cases cycle time)
STi - station time of station i.
A smoothness indeed is zero indicates perfect balance.
STmax - maximum station time (in most cases cycle time)
STi - station time of station i.
A smoothness indeed is zero indicates perfect balance.
-
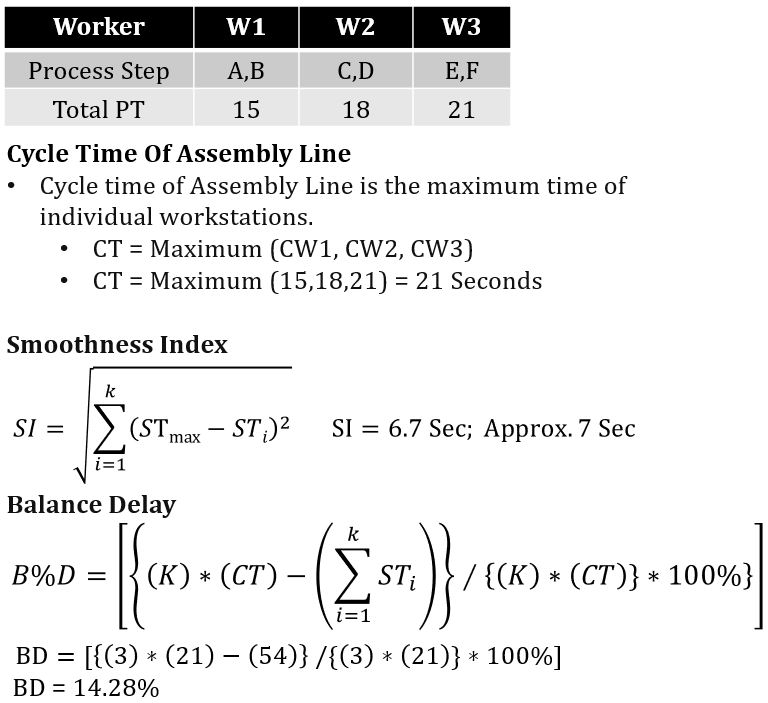
BALANCE DELAY: This is the ratio of total station time to the product of cycle time and the number of workstations
 K – Number of Stations
STi – Station time of station i
K – Number of Stations
STi – Station time of station i
Examples of Line Balancing
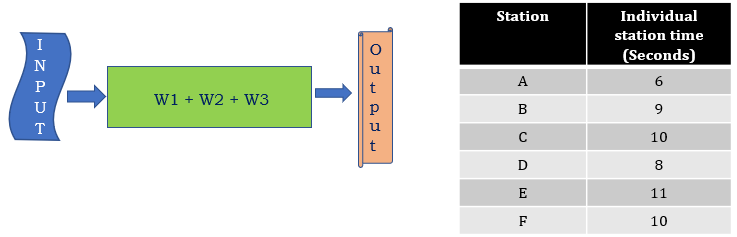
- Consider below example of complete manual process, Cycle time of each process from A to F with respective station times (or individual process cycle times). Assembly line has 3 workers
- Total Processing Time of all activities is:
- A+B+C+D+E+F = 6 + 9 + 10 + 8 + 11 + 10 = 54 seconds
- Average Processing Time for each worker = 54 / 3 = 18 Seconds
Expert's Comment
- Line Balancing is measured through the Smoothness Index and Balanced Delays
- Read through to learn more about Lined Balancing Metric
- Line Balancing distributes workload evenly across all processes in a cell or value stream to eliminate bottlenecks and excess capacity